Печатные платыОбщие сведения, история, технологииwww.electrosad.ru | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Сейчас большинство электронных схем выполняются с помощью печатных плат. По технологиям изготовления печатных плат выполняются и сборные узлы микроэлектроники - гибридные модули, которые содержат компоненты различного функционального назначения и степени интеграции. Многослойные печатные платы и электронные компоненты высокой степени интеграции позволяют снизить весогабаритные характеристики узлов электроники и вычислительной техники. Сейчас печатной плате уже больше ста лет. Печатная плата- это (на англ. PCB — printed circuit board) — пластинка из электроизоляционного материала (гетинакса, текстолита, стеклотекстолита и других подобных диэлектриков), на поверхности которой каким-либо образом нанесены тонкие электропроводящие полоски (печатные проводники) с контактными площадками для подсоединения навесных радиоэлементов, в том числе модулей и интегральных схем. Эта формулировка дословно взята из политехнического словаря.
Существует более универсальная формулировка: Под печатной платой понимается конструкция фиксированных электрических межсоединений на изоляционном основании.
Главные конструктивные элементы печатной платы — диэлектрическое основание (жесткое или гибкое) на поверхности которое находятся проводники. Диэлектрическое основание и проводники есть элементы необходимы и достаточны для того, чтобы печатная плата была печатной платой. Для установки компонентов и их подключения к проводникам используются дополнительные элементы: контактные площадки, переходные металлизируемые и монтажные отверстия, ламели разъемов, участки для осуществления теплоотвода, экранирующие и токоподводящие поверхности и т. п. Переход к печатным платам ознаменовал качественный скачок в области конструирования радиоэлектронной аппаратуры. Печатная плата совмещает функции носителя радиоэлементов и электрического соединения таких элементов. Последняя функция невыполнима, если между проводниками и иными проводящими элементами печатной платы не будет обеспечен достаточный уровень сопротивления изоляции. Следовательно, подложка печатной платы должна выполнять функцию изолятора.
Историческая справка
В 1920-1930-х годах было выдано множество патентов на конструкции печатных плат и способы их изготовления. Первые методы изготовления печатных плат оставались преимущественно аддитивными (развитие идей Томаса Эдисона). Но в современном виде печатная плата появилась благодаря использованию технологий, заимствованных из полиграфической промышленности. Печатная плата — прямой перевод с английского полиграфического термина printing plate («печатная форма», или «матрица»). Поэтому подлинным «отцом печатных плат» считается австрийский инженер Пауль Эйслер. Он первым пришел к выводу, что полиграфические (субтрактивные) технологии можно использовать для массового производства печатных плат. В субтрактивных технологиях изображение формируется путем удаления ненужных фрагментов. Пауль Эйслер отработал технологию гальванического осаждения медной фольги и ее травления хлорным железом. Технологии массового производства печатных плат оказались востребованными уже во время Второй мировой войны. А с середины 1950-х началось становление печатных плат как конструктивной основы радиоаппаратуры не только военного, но и бытового назначения.
Материалы для печатных платБазовые диэлектрики для печатных платОсновные виды и параметры материалов, применяемых для изготовления МПП, приведены в таблице 1. Типовые конструкции печатных плат основаны на применении стандартного стеклотекстолита типа FR4, с рабочей температурой, как правило, от –50 до +110 °C, температурой стеклования (разрушения) Tg около 135 °C. Диэлектрическая постоянная Dk у него может быть от 3,8 до 4,5, в зависимости от поставщика и вида материала. При повышенных требованиях к термостойкости или при монтаже плат в печи по бессвинцовой технологии (t до 260 °C) применяется высокотемпературный FR4 High Tg или FR5. При требованиях к постоянной работе на высоких температурах или при резких перепадах температур применяется полиимид. Кроме того, полиимид используют для изготовления плат повышенной надежности, для военных применений, а также в случаях, когда требуется повышенная электрическая прочность. Для плат с СВЧ-цепями (более 2 ГГц) применяются отдельные слои СВЧ-материала, или плата целиком делается из СВЧ-материала (рис. 3). Наиболее известные поставщики специальных материалов — фирмы Rogers, Arlon, Taconic, Dupont. Стоимость этих материалов выше, чем FR4, и условно показана в последнем столбце таблицы 1 относительно стоимости FR4. Примеры плат с разными видами диэлектрика показаны на рис. 4, 5.Знание параметров материалов для печатных
плат, как однослойных так и многослойных важно всем кто
занимается их применение, особенно для печатных плат устройств с
повышенным быстродействием и СВЧ. При проектировании МПП разработчики сталкиваются с такими
задачами, как:
Tg — температура стеклования (разрушения структуры) Dk — диэлектрическая постоянная
Базовые диэлектрики для печатных плат СВЧТиповые конструкции печатных плат основаны на применении
стандартного стеклотекстолита типа FR4,
с рабочей температурой от –50 до +110 °C, и температурой
стеклования Tg (размягчения) около 135 °C.
* Dk — диэлектрическая проницаемость
Dk — диэлектрическая проницаемость
Покрытия площадок печатной платыРассмотрим, какие бывают покрытия медных площадок под пайку элементов.Наиболее часто площадки покрываются сплавом олово-свинец, или ПОС. Способ нанесения и выравнивания поверхности припоя называют HAL или HASL (от английского Hot Air Solder Leveling — выравнивание припоя горячим воздухом). Это покрытие обеспечивает наилучшую паяемость площадок. Однако на смену ему приходят более современные покрытия, как правило, совместимые с требованиями международной директивы RoHS. Эта директива требует запретить присутствие вредных веществ, в том числе свинца, в продукции. Пока что действие RoHS не распространяется на территорию нашей страны, однако помнить о ее существовании небесполезно. Возможными вариантами покрытия площадок МПП в таблице 7. HASL применяется повсеместно, если нет иных требований. Иммерсионное (химическое) золочение используется для обеспечения более ровной поверхности платы (особенно это важно для площадок BGA), однако имеет несколько более низкую паяемость. Пайка в печи выполняется примерно по той же технологии, что и HASL, но ручная пайка требует применения специальных флюсов. Органическое покрытие, или OSP, защищает поверхность меди от окисления. Его недостаток — малый срок сохранения паяемости (менее 6 месяцев). Иммерсионное олово обеспечивает ровную поверхность и хорошую паяемость, хотя тоже имеет ограниченный срок пригодности для пайки. Бессвинцовый HAL имеет те же свойства, что и свинец-содержащий, но состав припоя — примерно 99,8% олова и 0,2% добавок. Контакты ножевых разъемов, подвергающихся трению при эксплуатации платы, гальваническим способом покрывают более толстым и более жестким слоем золота. Для обоих видов золочения применяется никелевый подслой для предотвращения диффузии золота.
Примечание: все покрытия, кроме HASL, совместимы с директивой RoHS и подходят для пайки припоями не содержащими свинца.
Защитные и другие виды покрытий печатной платыЗащитные покрытия применяются для изоляции поверхностей токопроводов не предназначенных для пайки. Для полноты картины рассмотрим функциональное назначение и материалы покрытий печатной платы.
Конструкция печатных платСамый далекий предшественник печатных плат — обычный провод, чаще всего изолированный. У него был существенный недостаток. В условиях высоких вибраций он требовал применения дополнительных механических элементов для его фиксации внутри РЭА. Для этого применялись носители, на которые устанавливались радиоэлементы, сами радиоэлементы и конструктивные элементы для промежуточных соединений, фиксации проводов. Это объемный монтаж. Печатные платы свободны от этих недостатков. Их проводники закреплены на поверхности, их положение фиксировано, что позволяет просчитывать их взаимные связи. В принципе печатные платы, сейчас приближаются, к плоским конструкциям. На начальном этапе применения, печатные платы имели одностороннее или двухстороннее расположение проводящих дорожек. Односторонняя печатная плата — это пластина, на одной стороне которой размещены проводники, выполненные печатным способом. В двухсторонних печатных платах проводники заняли и пустующую изнаночную сторону пластины. А для их соединения были предложены разнообразные варианты, среди которых наибольшее распространение получили переходные металлизированные отверстия. Фрагменты конструкции самых простых односторонних и двухсторонних печатных плат приведены на рис. 1. Двухсторонняя печатная плата - их использование вместо односторонних было первым шагом на пути перехода от плоскости к объему. Если абстрагироваться (мысленно отбросить подложку двухсторонней печатной платы), то получится объемная конструкция проводников. Кстати, этот шаг был сделан довольно быстро. В заявке Альберта Хансона уже указывалось на возможность размещения проводников по обеим сторонам подложки и соединения их с помощью сквозных отверстий.
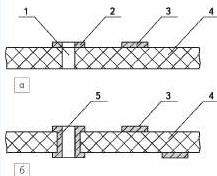 Рис. 1. Фрагменты конструкции печатных плат а) односторонней и 6) двухсторонней: 1 — монтажное отверстие,2 — контактная площадка, 3 — проводник,4 — диэлектрическая подложка,5 — переходное металлизированное отверстие
Дальнейшее развитие электроники - микроэлектроники привело к применению многовыводных компонентов (чипы могут иметь более 200 выводов), росло количество электронных компонентов. В свою очередь применение цифровых микросхем и рост их быстродействия привели к росту требований по их экранированию и распределению питания к компонентам, для чего в мнослойные платы цифровых устройств (например - компьютеров) были включены специальные экранирующие токопроводящие слои. Все это привело к росту межсоединений и их усложнению, которое выразилось в росте количества слоев. В современных печатных платах оно может быть много больше десяти. В некотором смысле многослойная печатная плата приобрела объем.
Конструкция многослойных печатных платРассмотрим типовую конструкцию многослойной платы.В первом, наиболее распространенном, варианте внутренние слои платы формируются из двустороннего ламинированного медью стеклотекстолита, который называют «ядро». Наружные слои выполняются из медной фольги, спрессованной с внутренними слоями при помощи связующего — смолистого материала, называемого «препрег». После прессования при высокой температуре образуется «пирог» многослойной печатной платы, в котором далее сверлятся и металлизируются отверстия. Менее распространен второй вариант, когда внешние слои формируются из «ядер», скрепляемых препрегом. Это упрощенное описание, на основе данных вариантов существует множество других конструкций. Однако основной принцип состоит в том, что в качестве связующего материала между слоями выступает препрег. Очевидно, что не может быть ситуации, когда соседствуют два двусторонних «ядра» без прокладки из препрега, но структура фольга–препрег–фольга– препрег… и т. д. возможна, и часто используется в платах со сложными сочетаниями глухих и скрытых отверстий.
Многослойные печатные платы сейчас составляют две трети мирового производства печатных плат в ценовом исчислении, хотя в количественном выражении уступают одно и двухсторонним платам. Схематически (упрощенно) фрагмент конструкции современной многослойной печатной платы приведен на рис. 2. Проводники в таких печатных платах размещаются не только на поверхности, но и в объеме подложки. При этом сохранилась слойность расположения проводников относительно друг друга (следствие использования планарных полиграфических технологий). Слойность неизбежно присутствует в названиях печатных плат и их элементов — односторонняя, двухсторонняя, многослойная и др. Слойность реально отражает конструктив и соответствующие этому конструктиву технологии изготовления печатных плат.
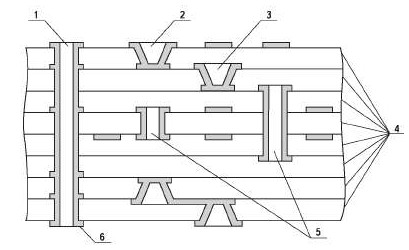 Рис. 2. Фрагмент конструкции многослойной печатной платы:1 — сквозное металлизированное отверстие, 2 — глухой микропереход, 3 — скрытый микропереход, 4 — слои,5 — скрытые межслойные отверстия, 6 — контактные площадки
Реально конструкция многослойных печатных плат отличается от показанных на рис. 2. По своей структуре МПП значительно сложнее двухсторонних плат, как много сложнее и технология их производства. Да и сама их структура существенно отличается от показанной на рис. 2. Они включают дополнительные экранные слои (земля и питание), а также несколько сигнальных слоев. Реально они выглядят так:
Владимир Уразаев [Л.12] считает, что развитие конструкций и технологий в микроэлектронике идет в соответствии с объективно существующим законом развития технических систем: задачи, связанные с размещением или перемещением объектов, решаются переходом от точки к линии, от линии к плоскости, от плоскости к трехмерному пространству. Интересно, а что будет дальше? Думаю, что и печатным платам придется подчиниться этому закону. Потенциальная возможность реализации таких многоуровневых (бесконечно уровневых) печатных плат имеется. Об этом свидетельствуют богатый опыт использования в производстве печатных плат лазерных технологий, не менее богатый опыт применения лазерной стереолитографии для формирования трехмерных объектов из полимеров, тенденция к увеличению термостойкости базовых материалов и т. д. Очевидно, такие изделия придется и назвать как-то иначе. Поскольку термин «печатная плата» уже не будет отражать ни их внутреннего содержания, ни технологии изготовления. Возможно так и будет. Но мне кажется уже сейчас известны объемные конструкции в проектировании печатных плат - это многослойные печатные платы. А объемный монтаж электронных компонентов с расположением контактных площадок по всем поверхностям радиокомпонентов, снижает технологичность их монтажа, качество межсоединений и усложняет их тестирование и обслуживание. Будущее покажет!
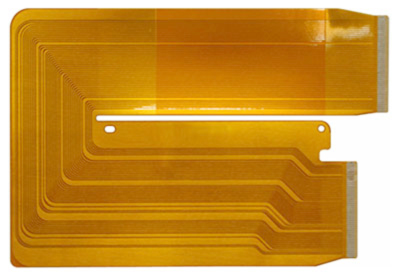
Гибкие печатные платыДля большинства людей печатная плата — это просто жесткая пластинка с электропроводящими межсоединеними. Жесткие печатные платы — самый массовый продукт, используемый в радиоэлектронике, о котором знают практически все. Но существуют еще и гибкие печатные платы, которые все больше расширяют круг своего применения. Пример — так называемые гибкие печатные кабели (шлейфы). Подобные печатные платы выполняют ограниченный объем функций (исключается функция подложки для радиоэлементов). Они служат для объединения обычных печатных плат, заменяя жгуты. Гибкие печатные платы приобретают эластичность благодаря тому, что их полимерная «подложка» находится в высокоэластическом состоянии. Гибкие печатные платы имеют две степени свободы. Их можно свернуть даже в ленту Мебиуса.
Рисунок 4
Одну или даже две степени свободы, но очень ограниченной свободы, можно придать и обычным жестким печатным платам, в которых полимерная матрица подложки находится в жестком — стеклообразном состоянии. Это достигается путем уменьшения толщины подложки. Одним из преимуществ рельефных печатных плат, изготавливаемых из тонких диэлектриков, называют возможность придания им «округлости». Тем самым появляется возможность согласовать их форму и форму объектов (ракет, космических объектов и др.), в которые их можно поместить. Результат — существенная экономия внутреннего объема изделий. Их существенный недостаток в том, что с ростом количества слоев снижается гибкость таких печатных плат. А применение обычных негибких комплектующих возникает необходимость фиксировать их форму. Поскольку изгибы таких печатных плат с негибкими компонентами приводят к высоким механическим нагрузкам в точках их соединения с гибкой печатной платой. Промежуточное положение между жесткими и гибкими печатными платами занимают «древние» печатные платы, состоящие из жестких элементов, складываемых подобно гармошке. Такие «гармошки», вероятно, и навели на мысль о создании многослойных печатных плат. Современные гибко-жесткие печатные платы реализованы иным способом. Речь идет преимущественно о многослойных печатных платах. В них можно совместить жесткие и гибкие слои. Если гибкие слои вывести за пределы жестких, можно получить печатную плату, состоящую из жесткого и гибкого фрагментов. Другой вариант — соединение двух жестких фрагментов гибким. Классификация конструкций печатных плат, основанная на слойности их проводящего рисунка, охватывает большую часть конструкций печатных плат, но не всех. Например, для изготовления тканых монтажных плат или шлейфов оказалось пригодным не печатное полиграфическое, а ткацкое оборудование. Такие «печатные платы» уже имеют три степени свободы. Так же, как и обычная ткань, они могут принимать самые причудливые очертания и формы.
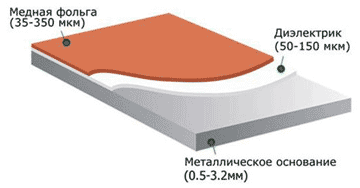
Печатные платы на основании с высокой теплопроводностьюПодробнее см. Часть 2 В последнее время, наблюдается рост тепловыделения электронных устройств, что связано с: - ростом производительности вычислительных систем, - потребности коммутации больших мощностей, - расширяющегося применения электронных компонентов с повышенным тепловыделением. Последнее наиболее наглядно проявляется в светодиодной светотехнике, где резко вырос интерес к созданию источников света на основе мощных ультраярких светодиодов. Световая эффективность полупроводниковых светодиодов достигла уже 100лм/Вт. Такие ультраяркие светодиоды приходят на смену обычным лампам накаливания и находят свое применение практически во всех областях светотехники: лампы уличного освещения, автомобильная светотехника, дежурное освещение, рекламные вывески, светодиодные панели, индикаторы, бегущие строки, светофоры и т.д. Эти светодиоды стали незаменимы в декоративном освещении, в светодинамических системах благодаря их монохромному цвету и скорости включения. Выгодно их применять и там, где необходимо жестко экономить электроэнергию, где дорого обходится частое обслуживание и где высоки требования по электробезопасности. Проведенные исследований показывают, что примерно 65-85% электроэнергии при работе светодиода преобразуется в тепло. Однако, при условии соблюдения рекомендованных производителем светодиодов тепловых режимов, срок службы светодиода может достигать 10 лет. Но, если нарушить тепловой режим (обычно это работа с температурой перехода более 120...125°С), срок службы светодиода может упасть в 10 раз! А при грубом несоблюдении рекомендованных тепловых режимов, например, при включении светодиодов типа emitter без радиатора в течение более 5-7 сек, светодиод может выйти из строя уже во время первого включения. Повышение температуры перехода, кроме того, приводит к снижению яркости свечения и смещению рабочей длины волны. Поэтому очень важно правильно рассчитать тепловой режим и, по возможности, максимально рассеять выделяемое светодиодом тепло. Крупные производители мощных светодиодов, такие как Cree, Osram, Nichia, Luxeon, Seoul Semiconductor, Edison Opto и т.п., уже давно, для упрощения включения и расширения областей применения светодиодов, изготавливают их в виде светодиодных модулей или кластеров на печатных платах с металлическим основанием (в международной классификации IMPCB – Insulated Metal Printed Circuit Board, или AL PCB – печатные платы на алюминиевом основании).
Рисунок 5
Эти печатные платы на аллюминиевом основании имеют малое и фиксированное тепловое сопротивление, что позволяет при их установке на радиатор достаточно просто обеспечить теплоотведение от p-n перехода светодиода и обеспечить его работу в течении всего срока эксплуатации. В качестве материалов с высокой теплопроводностью для оснований таких печатных плат применяют Медь, Алюминий, различные виды керамики.
Проблемы технологии промышленного производстваИстория развития технологии производства печатных плат, есть история улучшения качества и преодоления возникающих по ходу развития проблем. Вот ее некоторые подробности. Печатные платы, изготавливаемые методом металлизации сквозных отверстий, несмотря на их широчайшее применение, обладают очень серьезным недостатком. С конструктивной точки зрения самое слабое звено таких печатных плат — места соединения металлизированных столбиков в переходных отверстиях и проводящих слоев (контактных площадок). Соединение металлизированного столбика и проводящего слоя идет по торцу контактной площадки. Длина соединения определяется толщиной медной фольги и обычно составляет 35 мкм и менее. Гальванической металлизации стенок переходных отверстий предшествует стадия химической металлизации. Химическая медь в отличие от гальванической меди более рыхлая. Поэтому соединение металлизированного столбика с торцевой поверхностью контактной площадки происходит через промежуточный, более слабый по прочностным характеристикам подслой химической меди. Коэффициент термического расширения стеклотекстолита гораздо больше, чем у меди. При переходе через температуру стеклования эпоксидной смолы разница резко возрастает. При термических ударах, которые по самым разным причинам испытывает печатная плата, соединение подвергается очень большим механическим нагрузкам и... рвется. Как следствие, разрывается электрическая цепь и нарушается работоспособность электрической схемы.
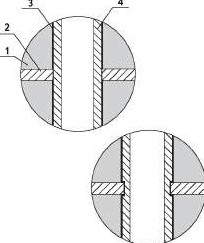 Рис. 6. Межслойные переходы в многослойных печатных платах: а) без подтрава диэлектрика,6) с подтравом диэлектрика 1 — диэлектрик, 2 — контактная площадка внутреннего слоя, 3 — химическая медь,4 — гальваническая медь
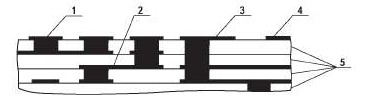 Рис. 7. Фрагмент конструкции многослойной печатной платы, изготовленной методом послойного наращивания: 1 — межслойный переход, 2 — проводник внутреннего слоя, 3 — монтажная контактная площадка, 4 — проводник наружного слоя, 5 — диэлектрические слои
В многослойных печатных платах повышения надежности внутренних переходов можно достичь введением дополнительной операции — подтрава (частичного удаления) диэлектрика в переходных отверстиях перед проведением металлизации. В таком случае соединение металлизированных столбиков с контактными площадками осуществляется не только по торцу, но и частично по внешним кольцевым зонам этих площадок (рис. 6). Более высокой надежности металлизированных переходов многослойных печатных плат удалось добиться при использовании технологии изготовления многослойных печатных плат методом послойного наращивания (рис. 7). Соединения между проводящими элементами печатных слоев в этом способе осуществляются гальваническим наращиванием меди в отверстия слоя изоляции. В отличие от метода металлизации сквозных отверстий в данном случае переходные отверстия заполняются медью целиком. Площадь соединения между проводящими слоями становится гораздо больше, да и геометрия иная. Разорвать такие соединения не так-то просто. И все-таки эта технология тоже далека от идеальной. Переход «гальваническая медь — химическая медь — гальваническая медь» все равно остается. Печатные платы, изготовленные методом металлизации сквозных отверстий, должны выдерживать не менее четырех (многослойные не менее трех) перепаек. Рельефные печатные платы допускают гораздо большее число перепаек (до 50). По мнению разработчиков, металлизированные переходы в рельефных печатных платах не понижают, а повышают их надежность. Чем же вызван такой резкий качественный скачок? Ответ прост. В технологии изготовления рельефных печатных плат проводящие слои и соединяющие их металлизированные столбики реализуются в едином технологическом цикле (одновременно). Поэтому отсутствует переход «гальваническая медь — химическая медь — гальваническая медь». Но такой высокий результат был получен в результате отказа от самой массовой технологии изготовления печатных плат, в результате перехода к другому конструктиву. Отказаться от метода металлизации сквозных отверстий по многим причинам не желательно. Как же быть? Ответственность за образование барьерного слоя на стыке торцов контактных площадок и металлизированных пистонов в основном ложится на технологов. Они же эту проблему смогли и разрешить. Революционные изменения в технологию изготовления печатных плат внесли методы прямой металлизации отверстий, которая исключает стадию химической металлизации, ограничиваясь только предварительной активацией поверхности. Причем процессы прямой металлизации реализуются таким образом, что проводящая пленка возникает только там, где это нужно — на поверхности диэлектрика. Как следствие, барьерный слой в металлизированных переходах печатных плат, изготовленных методом прямой металлизации отверстий, просто отсутствует. Не правда ли, красивый способ разрешения технического противоречия? Удалось преодолеть и техническое противоречие имеющей отношение к металлизации переходных отверстий. Металлизируемые отверстия могут стать слабым звеном печатных плат по другой причине. Толщина покрытия стенок переходных отверстий в идеале должна быть равномерной по всей их высоте. Иначе вновь возникают проблемы с надежностью. Физ химия процессов нанесения гальванических покрытий противодействует этому. Идеальный и реальный профиль покрытия в металлизируемых переходных отверстиях приведены на рис. 5. Толщина покрытия в глубине отверстия обычно меньше, чем у поверхности. Причины самые разные: неравномерная плотность тока, катодная поляризация, недостаточная скорость обмена электролита и др. В современных печатных платах диаметр переходных металлизируемых отверстий уже перешагнул отметку 100 мкм, а соотношение высоты к диаметру отверстия в отдельных случаях достигает 20:1. Ситуация предельно усложнилась. Физические методы (использование ультразвука, увеличение интенсивности обмена жидкости в отверстиях печатных плат и т. д.) уже исчерпали свои возможности. Начинает играть существенную роль даже вязкость электролита.
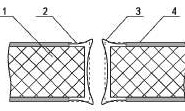
Рис. 8. Сечение металлизируемого переходного отверстия в
печатной плате. 1 —диэлектрик, 2 — идеальный профиль
металлизации стенок отверстия, 3 — реальный профиль
металлизации стенок отверстия,
Традиционно эта задача решалась благодаря использованию электролитов с выравнивающими добавками, которые адсорбируются в тех областях, где выше плотность тока. Сорбция таких добавок пропорциональна плотности тока. Добавки создают барьерный слой, противодействуя избыточному осаждению гальванического покрытия на острых кромках и прилегающих к ним областях (ближе к поверхности печатной платы). Иное решение данной задачи теоретически известно давно, а практически его удалось воплотить совсем недавно — после того как был освоен промышленный выпуск импульсных источников питания большой мощности. Этот способ основан на использовании импульсного (реверсного) режима питания гальванических ванн. Большую часть времени подается прямой ток. При этом происходит осаждение покрытия. Меньшую часть времени подается обратный ток. Одновременно происходит растворение осажденного покрытия. Неравномерная плотность тока (больше у острых углов) в данном случае приносит только пользу. По этой причине растворениепокрытия происходит в первую очередь и в большей степени у поверхности печатной платы. В этом техническом решении применяется целый «букет» приемов разрешения технических противоречий: использовать частично избыточное действие, обратив вред в пользу, применить переход от непрерывного процесса к импульсному, сделать наоборот и др. Да и полученный результат соответствует этому «букету». При определенном сочетании продолжительности прямых и обратных импульсов даже появляется возможность получить толщину покрытия в глубине отверстия больше, чем у поверхности печатной платы. Вот почему такая технология оказалась незаменимой для заполнения металлом глухих переходных отверстий (достояния современных печатных плат), благодаря которым плотность межсоединений в ПП увеличивается примерно вдвое. Проблемы, связанные с надежностью металлизированных переходов в печатных платах, носят локальный характер. Следовательно, противоречия, возникающие в процессе их развития, по отношению к печатным платам в целом также не носят всеобщего характера. Хотя такие печатные платы и занимают львиную долю рынка всех печатных плат. Так же в процессе развития решаются и другие проблемы, с которыми сталкиваются технологи, но потребители о них даже не задумываются. Мы получаем многослойные печатные платы для своих нужд и применяем их.
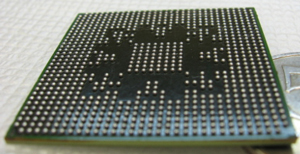
МикроминиатюризацияНа начальном этапе на печатные платы ставились те же компоненты что применялись при объемном монтаже РЭА, правда с некоторой доработкой выводов для снижения их размеров. Но наиболее распространенные компоненты можно было устанавливать на печатные платы без переделок. С появлением печатных плат появилась возможность уменьшения размеров компонентов применяемых на печатных платах, что в свою очередь привело к снижения рабочих напряжений и токов потребляемых этими элементами. С 1954 года Министерством электростанций и электропромышленности массово выпускался ламповый переносной радиоприемник "Дорожный", в котором использовалась печатная плата. С появлением миниатюрных полупроводниковых усилительных приборов - транзисторов печатные платы стали доминировать в бытовой технике, чуть позже в промышленности, а с появлением объединенных на одном кристалле фрагментов электронных схем - функциональных модулей и микросхем их конструкция предусматривала уже установку исключительно не печатные платы. С продолжением снижения размеров активных и пассивных компонентов появилось новое понятие -«Микроминиатюризация». В электронных компонентах это выразилось в появление БИС и СБИС содержащих многие миллионы транзисторов. Их появление заставило увеличить количество внешних связей (см. контактную поверхность грвфического процессора на рисунке 9.а), что в свою очередь вызвало усложнение разводки токопроводящих линий это видно на рисунке 9.б. Такая панель графического процессора, да и CPU тоже - не что иное как небольшая многослойная печатная плата, на которой размещены сам чип процессора, разводка соединений выводов чипа с контактным полем и навесные элементы (обычно конденсаторы фильтров системы распределения питания)
Рисунок 9
И пусть Вам не покажется шуткой, CPU 2010 года от Intel или AMD - это тоже печатная плата, причем многослойная.
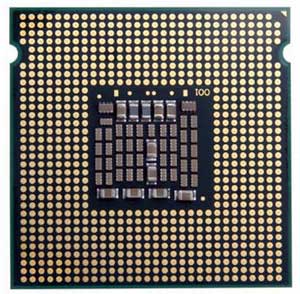
Рисунок 9а
Развития печатных плат, как и вообще электронной техники это линии уменьшения ее элементов; их уплотнения на поверхности печатной, как и уменьшение элементов электронной техники. Под «элементами» в данном случае следует понимать как собственное достояние печатных плат (проводники, переходные отверстия и др.), так и элементы из надсистемы (печатного узла) — радиоэлементы. Последние по скорости осуществления микроминиатюризации идут впереди печатных плат. Разработкой СБИС занимается микроэлектроника.
Увеличение плотности расположения элементной базы требует того же самого от проводников печатной платы — носителя данной элементной базы. В связи с этим возникает множество задач, требующих решения. О двух таких задачах и способах их решения мы и поговорим подробнее. Первые способы изготовления печатных плат были основаны на приклеивании проводников из медной фольги к поверхности диэлектрической подложки. Предполагалось, что ширина проводников и зазоры между проводниками измеряются миллиметрами. В этом варианте такая технология была вполне работоспособной. Последующая миниатюризация электронной техники потребовала создания иных методов изготовления печатных плат, основные варианты которых (субтрактивные, аддитивные, полуаддитивные, комбинированные) используются и поныне. Применение таких технологий позволило реализовать печатные платы с размерами элементов, измеряемых десятыми долями миллиметра. Достижение уровня разрешения в печатных платах примерно 0,1 мм (100 мкм) стало знаковым событием. С одной стороны, произошел переход «вниз» еще на один порядок. С другой — своеобразный качественный скачок. Почему? Диэлектрической подложкой большинства современных печатных плат является стеклотекстолит — слоистый пластик с полимерной матрицей, армированной стеклотканью. Уменьшение зазоров между проводниками печатной платы привело к тому, что они стали соизмеримы с толщиной стеклянных нитей или толщиной узлов переплетения этих нитей в стеклоткани. И ситуация, при которой проводники «замыкаются» такими узелками, стала вполне реальна. Как следствие, стало реальным и образование своеобразных капилляров в стеклотекстолите, «замыкающих» данные проводники. В условиях повышенной влажности капилляры, в конечном счете, приводят к ухудшению уровня изоляции между проводниками печатных плат. А если точнее, это происходит даже в условиях обычной влажности. Конденсация влаги в капиллярных структурах стеклотекстолита отмечается и в нормальных условиях Влага всегда снижает уровень сопротивления изоляции. Поскольку в современной радиоэлектронной аппаратуре такие печатные платы стали явлением обычным, можно сделать вывод, что эту проблему разработчикам базовых материалов для печатных плат все же удалось разрешить традиционными методами. Но справятся ли они со следующим знаковым событием? Очередной качественный скачок уже произошел. Сообщается о том, что специалистами компании Samsung освоена технология изготовления печатных плат с шириной проводников и зазорами между ними 8-10 мкм. А ведь это уже толщина не стеклянной нити, а стекловолокна! Задача обеспечения изоляции в сверхмалых зазорах между проводниками настоящих и особенно будущих печатных плат сложна. Какими методами она будет решаться — традиционными либо нетрадиционными — и будет ли решена — покажет время.
Рис. 10. Профили травления медной фольги: а — идеальный профиль, б — реальный профиль; 1 — защитный слой, 2 — проводник, 3 — диэлектрик
Существовали сложности получения в печатных платах сверхмалые (сверхузкие) проводники. По многим причинам в технологиях изготовления печатных плат массовое распространение получили субтрактивные методы. В субтрактивных методах рисунок электрической схемы формируется путем удаления ненужных фрагментов фольги. Еще в годы Второй мировой войны Пауль Эйслер отработал технологию травления медной фольги хлорным железом. Столь непритязательная технология используется радиолюбителями до сих пор. Промышленные технологии недалеко ушли от этой «кухонной» технологии. Разве что изменился состав травильных растворов и появились элементы автоматизации процесса. Принципиальный недостаток абсолютно всех технологий травления заключается в том, что травление идет не только в желаемом направлении (по направлению к поверхности диэлектрика), но и в не желаемом поперечном направлении. Боковой подтрав проводников соизмерим с толщиной медной фольги (около 70%). Обычно вместо идеального профиля проводника получается грибоподобный профиль (рис. 10). Когда ширина проводников велика, а в самых простых печатных платах она измеряется даже миллиметрами, на боковой подтрав проводников попросту закрывают глаза. Если же ширина проводников соизмерима с их высотой или даже меньше ее (реалии сегодняшнего дня), то «боковые устремления» ставят под сомнение целесообразность применения таких технологий. На практике величину бокового подтрава печатных проводников удается уменьшить в какой-то степени. Это достигается увеличением скорости травления; использованием струйного облива (струи травителя совпадают с желаемым направлением — перпендикулярно плоскости листа), а также другими способами. Но когда ширина проводника приближается к его высоте, эффективность таких усовершенствований становится явно недостаточной. Но успехи фотолитограции, химии и технологии позволяют сейчас решить все эти проблемы. Эти решения берутся из технологий микроэлектроники.
Радиолюбительские технологии производства печатных платИзготовление печатных плат в радиолюбительских условиях имеет свои особенности, и развитие техники все увеличивает эти возможности. Но основой их продолжают оставаться процессы Вопрос о том, как можно дешево изготавливать печатные платы в домашних условиях, волнует всех радиолюбителей, наверное, с 60х годов прошлого века, когда печатные платы нашли широкое применение в бытовой технике. И если тогда выбор технологий был не так уж велик, то сегодня благодаря развитию современной техники радиолюбители получают возможность быстро и качественно изготавливать печатные платы без применения какого-либо дорогостоящего оборудования. И эти возможности постоянно расширяются позволяя все более приближать качество их творений к промышленным образцам. Собственно, весь процесс изготовления печатной платы можно условно разделить на пять основных этапов:
Мы рассматриваем только наиболее распространенную «классическую» технологию, при которой лишние участки меди с поверхности платы удаляются путем химического травления. Помимо этого, возможно, например, удаление меди путем фрезерования или с использованием электроискровой установки. Однако эти способы не получили широкого распространения ни в радиолюбительской среде, ни в промышленности (хотя изготовление плат фрезерованием иногда применяется в тех случаях, когда необходимо очень быстро изготовить несложные печатные платы в единичных количествах). А здесь расскажем о 4 первых пунктах технологического процесса, поскольку сверловка выполняется радиолюбителем с помощью того инструмента который у него сущетвует. В домашних условиях изготовить многослойную печатную плату способную конкурировать с промышленными образцами невозможно, поэтому обычно в радиолюбительских условиях применяются двухсторонние печатные платы, а в конструкциях СВЧ устройств только двухсторонние. Хотя надо стремиться при изготовлении печатных плат в домашних условиях следует стремиться при разработке схемы использовать как можно больше компонентов для поверхностного монтажа, что в некоторых случаях позволяет развести практически всю схему на одной стороне платы. Связано это с тем, что до сих пор не изобретено никакой реально осуществимой в домашних условиях технологии металлизации переходных отверстий. Поэтому в случае, если разводку платы не удается выполнить на одной стороне, следует выполнять разводку на второй стороне с использованием в качестве межслойных переходов выводов различных компонентов, установленных на плате, которые в этом случае придется пропаивать с двух сторон платы. Конечно, существуют различные способы замены металлизации отверстий (использование тонкого проводника, вставленного в отверстие и припаянного к дорожкам с обеих сторон платы; использование специальных пистонов), однако все они имеют существенные недостатки и неудобны в использовании. В идеальном случае плата должна разводиться только на одной стороне с использованием минимального количества перемычек. Остановимся теперь подробнее на каждом из этапов изготовления печатной платы.
Предварительная подготовка заготовкиДанный этап является начальным и заключается в подготовке поверхности будущей печатной платы к нанесению на нее защитного покрытия. В целом за продолжительный промежуток времени технология очистки поверхности не претерпела сколько-нибудь значительных изменений. Весь процесс сводится к удалению окислов и загрязнений с поверхности платы с использованием различных абразивных средств и последующему обезжириванию. Для удаления сильных загрязнений можно использовать мелкозернистую наждачную бумагу («нулевку»), мелкодисперсный абразивный порошок или любое другое средство, не оставляющее на поверхности платы глубоких царапин. Иногда можно просто вымыть поверхность печатной платы жесткой мочалкой для мытья посуды с моющим средством или порошком (для этих целей удобно использовать абразивную мочалку для мытья посуды, которая похожа на войлок с мелкими вкраплениями какого-то вещества; часто такая мочалка бывает наклеена на кусок поролона). Кроме того, при достаточно чистой поверхности печатной платы можно вообще пропустить этап абразивной обработки и сразу перейти к обезжириванию. В случае наличия на печатной плате только толстой оксидной пленки ее можно легко удалить путем обработки печатной платы в течение 3-5 секунд раствором хлорного железа с последующим промыванием в холодной проточной воде. Следует, однако, отметить, что желательно либо производить данную операцию непосредственно перед нанесением защитного покрытия, либо после ее проведения хранить заготовку в темном месте, поскольку на свету медь быстро окисляется. Заключительный этап подготовки поверхности заключается в обезжиривании. Для этого можно использовать кусочек мягкой ткани, не оставляющей волокон, смоченный спиртом, бензином или ацетоном. Здесь следует обратить внимание на чистоту поверхности платы после обезжиривания, поскольку в последнее время стали попадаться ацетон и спирт со значительным количеством примесей, которые оставляют на плате после высыхания беловатые разводы. Если это так, то стоит поискать другой обезжиривающий состав. После обезжиривания плату следует промыть в проточной холодной воде. Качество очистки можно контролировать, наблюдая за степенью смачивания водой поверхности меди. Полностью смоченная водой поверхность, без образования на ней капель и разрывов пленки воды, является показателем нормального уровня очистки. Нарушения в этой пленке воды указывают, что поверхность очищена недостаточно.
Нанесение защитного покрытияНанесение защитного покрытия является самым важным этапом в процессе изготовления печатных плат, и именно им на 90 % определяется качество изготовленной платы. В настоящее время в радиолюбительской среде наиболее популярными являются три способа нанесения защитного покрытия. Мы их рассмотрим в порядке возрастания качества получаемых при их использовании плат. В первую очередь надо уточнить, что защитное покрытие на поверхности заготовки должно образовывать однородную массу, без дефектов, с ровными четкими границами и устойчиво к воздействию химических компонентов травильного раствора.
Ручное нанесение защитного покрытияПри этом способе чертеж печатной платы переносится на стеклотекстолит вручную при помощи какого- либо пишущего приспособления. В последнее время в продаже появилось множество маркеров, краситель которых не смывается водой и дает достаточно прочный защитный слой. Кроме того, для ручного рисования можно использовать рейсфедер или какое-либо другое приспособление, заправленное красителем. Так, например, удобно использовать для рисования шприц с тонкой иглой (лучше всего для этих целей подходят инсулиновые шприцы с диаметром иглы 0,3-0,6 мм), обрезанной до длины 5-8 мм. При этом шток в шприц вставлять не следует - краситель должен поступать свободно под действием капиллярного эффекта. Также вместо шприца можно использовать тонкую стеклянную или пластмассовую трубку, вытянутую над огнем для достижения нужного диаметра. Особое внимание следует обратить на качество обработки края трубки или иглы: при рисовании они не должны царапать плату, в противном случае можно повредить уже закрашенные участки. В качестве красителя при работе с такими приспособлениями можно использовать разбавленный растворителем битумный или какой- либо другой лак, цапонлак или даже раствор канифоли в спирте. При этом необходимо подобрать консистен цию красителя таким образом, чтобы он свободно поступал при рисовании, но в то же время не вытекал и не образовывал капель на конце иглы или трубки. Стоит отметить, что ручной процесс нанесения защитного покрытия достаточно трудоемок и годится только в тех случаях, когда необходимо очень быстро изготовить небольшую плату. Минимальная ширина дорожки, которой можно добиться при рисовании вручную, составляет порядка 0,5 мм.
Использование «технологии лазерного принтера и утюга»Данная технология появилась сравнительно недавно, однако сразу получила широчайшее распространение в силу своей простоты и высокого качества получаемых плат. Основу технологии составляет перенос тонера (порошка, используемого при печати в лазерных принтерах) с какой-либо подложки на печатную плату. При этом возможны два варианта: либо используемая подложка отделяется от платы перед травлением, либо, если в качестве подложки используется алюминиевая фольга, она стравливается вместе с медью. Первый этап использования данной технологии заключается в печати зеркального изображения рисунка печатной платы на подложке. Параметры печати принтера при этом должны быть установлены на максимальное качество печати (поскольку в этом случае происходит нанесение слоя тонера наибольшей толщины). В качестве подложки можно использовать тонкую мелованную бумагу (обложки от различных журналов), бумагу для факсов, алюминиевую фольгу, пленку для лазерных принтеров, основу от самоклеящейся пленки Oracal или какие-нибудь другие материалы. При использовании слишком тонкой бумаги или фольги может потребоваться приклеить их по периметру на лист плотной бумаги. В идеальном случае принтер должен иметь тракт для прохождения бумаги без перегибов, что предотвращает смятие подобного бутерброда внутри принтера. Большое значение это имеет и при печати на фольге или основе от пленки Oracal, поскольку тонер на них держится очень слабо, и в случае перегиба бумаги внутри принтера существует большая вероятность, что придется потратить несколько неприятных минут на очистку печки принтера от налипших остатков тонера. Лучше всего, если принтер может пропускать бумагу через себя горизонтально, печатая при этом на верхней стороне (как, например, HP LJ2100 - один из лучших принтеров для применения при изготовлении печатных плат). Хочется сразу предупредить владельцев принтеров типа HP LJ 5L, 6L, 1100, чтобы они не пытались печатать на фольге или основе от Oracal - обычно подобные эксперименты заканчиваются плачевно. Также помимо принтера можно использовать и копировальный аппарат, применение которого иногда дает даже лучшие по сравнению с принтерами результаты за счет нанесения толстого слоя тонера. Основное требование, которое предъявляется к подложке, - легкость ее отделения от тонера. Кроме того, в случае использования бумаги она не должна оставлять в тонере ворсинок. При этом возможны два варианта: либо подложка после перенесения тонера на плату просто снимается (в случае пленки для лазерных принтеров или основы от Oracal), либо предварительно размачивается в воде и потом постепенно отделяется (мелованная бумага). Перенос тонера на плату заключается в прикладывании подложки с тонером к предварительно очищенной плате с последующим нагревом до температуры, немного превышающей температуру плавления тонера. Возможно огромное количество вариантов как это сделать, однако наиболее простым является прижим подложки к плате горячим утюгом. При этом для равномерного распределения давления утюга на подложку рекомендуется проложить между ними несколько слоев плотной бумаги. Очень важным вопросом является температура утюга и время выдержки. Эти параметры варьируются в каждом конкретном случае, поэтому, возможно, придется поставить не один эксперимент, прежде чем вы получите качественные результаты. Критерий тут один: тонер должен успеть достаточно расплавиться, чтобы прилипнуть к поверхности платы, и в то же время должен не успеть дойти до полужидкого состояния, чтобы края дорожек не расплющились. После «приварки» тонера к плате необходимо отделить подложку (кроме случая использования в качестве подложки алюминиевой фольги: ее отделять не следует, поскольку она растворяется практически во всех травильных растворах). Пленка для лазерных принтеров и основа от Oracal просто аккуратно снимаются, в то время как обычная бумага требует предварительного размачивания в горячей воде. Стоит отметить, что в силу особенностей печати лазерных принтеров слой тонера в середине больших сплошных полигонов достаточно мал, поэтому следует по мере возможности избегать использования таких областей на плате, либо после снятия подложки придется подретушировать плату вручную. В целом использование данной технологии после некоторой тренировки позволяет добиться ширины дорожек и зазоров между ними вплоть до 0,3 мм. Я использую, уже много лет, именно эту технологию (с тех пор как мне стал доступен лазерный принтер).
Применение фоторезистовФоторезистом называется чувствительное к свету (обычно в области близкого ультрафиолета) вещество, которое под воздействием освещения изменяет свои свойства. В последнее время на российском рынке появилось несколько видов импортных фоторезистов в аэрозольной упаковке, которые особенно удобны для использования в домашних условиях. Сущность применения фоторезиста заключается в следующем: на плату с нанесенным на нее слоем фоторезиста накладывается фотошаблон () и производится ее засветка, после чего засвеченные (или незасвеченные) участки фоторезиста смываются специальным растворителем, в качестве которого обычно выступает едкий натр (NaOH). Все фоторезисты делятся на две категории: позитивные и негативные. Для позитивных фоторезистов дорожке на плате соответствует черный участок на фотошаблоне, а для негативных, соответственно, прозрачный. Наибольшее распространение получили позитивные фоторезисты как наиболее удобные в применении. Остановимся более подробно на использовании позитивных фоторезистов в аэрозольной упаковке. Первым этапом является подготовка фотошаблона. В домашних условиях его можно получить, напечатав рисунок платы на лазерном принтере на пленке. При этом необходимо особое внимание уделить плотности черного цвета на фотошаблоне, для чего необходимо отключить в настройках принтера все режимы экономии тонера и улучшения качества печати. Кроме того, некоторые фирмы предлагают вывод фотошаблона на фотоплоттере - при этом вам гарантирован качественный результат. На втором этапе на предварительно подготовленную и очищенную поверхность платы наносится тонкая пленка фоторезиста. Делается это путем распыления его с расстояния порядка 20 см. При этом следует стремиться к максимальной равномерности получаемого покрытия. Кроме того, очень важно обеспечить отсутствие пыли в процессе распыления - каждая попавшая в фоторезист пылинка неминуемо оставит свой след на плате. После нанесения слоя фоторезиста необходимо высушить получившуюся пленку. Делать это рекомендуется при температуре 70-80 градусов, причем сначала нужно подсушить поверхность при небольшой температуре и лишь затем постепенно довести температуру до нужного значения. Время сушки при указанной температуре составляет порядка 20-30 мин. В крайнем случае допускается сушка платы при комнатной температуре в течение 24 часов. Платы с нанесенным фоторезистом должны храниться в темном прохладном месте. Следующим после нанесения фоторезиста этапом является экспонирование. При этом на плату накладывается фотошаблон (стороной печати к плате, это способствует увеличению четкости при экспонировании), который прижимается тонким стеклом или. При достаточно небольших размерах плат для прижима можно использовать отмытую от эмульсии фотопластинку. Поскольку область максимума спектральной чувствительности большинства современных фоторезистов приходится на ультрафиолетовый диапазон, для засветки желательно использовать лампу с большой долей УФ-излучения в спектре (ДРШ, ДРТ и др.). В крайнем случае, можно использовать мощную ксеноновую лампу. Время экспонирования зависит от многих причин (тип и мощность лампы, расстояние от лампы до платы, толщина слоя фоторезиста и др.) и подбирается экспериментально. Однако в целом время экспонирования составляет обычно не более 10 минут даже при экспонировании под прямыми солнечными лучами. (Пластмассовые, прозрачные в видимом свете, пластинки использовать для прижима не рекомендую, так как у них сильное поглощение УФ излучения) Проявление большинства фоторезистов осуществляется раствором едкого натра (NaOH) - 7 граммов на литр воды. Лучше всего использовать свежеприготовленный раствор, имеющий температуру 20-25 градусов. Время проявления зависит от толщины пленки фоторезиста и находится в пределах от 30 секунд до 2 минут. После проявления плату можно подвергать травлению в обычных растворах, поскольку фоторезист устойчив к воздействию кислот. При использовании качественных фотошаблонов применение фоторезиста позволяет получить дорожки шириной вплоть до 0,15-0,2мм.
ТравлениеИзвестно много составов для химического стравливания меди. Все они отличаются скоростью протекания реакции, составом выделяющихся в результате реакции веществ, а также доступностью необходимых для приготовления раствора химических реактивов. Ниже приведена информация о наиболее популярных растворах для травления. Хлорное железо (FeCl)- пожалуй, самый известный и популярный реактив. Сухое хлорное железо растворяется в воде до тех пор, пока не будет получен насыщенный раствор золотисто-желтого цвета (для этого потребуется порядка двух столовых ложек на стакан воды). Процесс травления в этом растворе может занять от 10 до 60 минут. Время зависит от концентрации раствора, температуры и перемешивания. Перемешивание значительно ускоряет протекание реакции. В этих целях удобно использовать компрессор для аквариумов, который обеспечивает перемешивание раствора пузырьками воздуха. Также реакция ускоряется при подогревании раствора. По окончании травления плату необходимо промыть большим количеством воды, желательно с мылом (для нейтрализации остатков кислоты). К недостаткам данного раствора следует отнести образование в процессе реакции отходов, которые оседают на плате и препятствуют нормальному протеканию процесса травления, а также сравнительно низкую скорость реакции.
Персульфат аммония- светлое кристаллическое вещество, растворяется в воде исходя из соотношения 35 г вещества на 65 г воды. Процесс травления в этом растворе занимает порядка 10 минут и зависит от площади медного покрытия, подвергающегося травлению. Для обеспечения оптимальных условий протекания реакции раствор должен иметь температуру порядка 40 градусов и постоянно перемешиваться. По окончании травления плату необходимо промыть в проточной воде. К недостаткам этого раствора относится необходимость поддержания требуемого температурного режима и перемешивания.
Раствор соляной кислоты (HCl) и перекиси водорода (H2 O2 )- Для приготовления этого раствора необходимо к 770 мл воды добавить 200 мл 35 % соляной кислоты и 30 мл 30 % перекиси водорода. Готовый раствор должен храниться в темной бутылке, не закрытой герметически, так как при разложении перекиси водорода выделяется газ. Внимание: при использовании данного раствора необходимо соблюдать все меры предосторожности при работе с едкими химическими веществами. Все работы необходимо производить только на свежем воздухе или под вытяжкой. При попадании раствора на кожу ее необходимо немедленно промыть большим количеством воды. Время травления сильно зависит от перемешивания и температуры раствора и составляет порядка 5-10 минут для хорошо перемешиваемого свежего раствора при комнатной температуре. Не следует нагревать раствор выше 50 градусов. После травления плату необходимо промыть проточной водой. Данный раствор после травления можно восстанавливать добавлением H 2 O 2 . Оценка требуемого количества перекиси водорода осуществляется визуально: погруженная в раствор медная плата должна перекрашиваться из красного в темнокоричневый цвет. Образование пузырей в растворе свидетельствует об избытке перекиси водорода, что ведет к замедлению реакции травления. Недостатком данного раствора является необходимость строгого соблюдения при работе с ним всех мер предосторожности.
Раствор лимонной кислоты и перекиси водорода от Радиокота- В 100 мл аптечной 3% перекиси водорода растворяется 30 г лимонной кислоты и 5 г поваренной соли. Этого раствора должно хватить для травления 100 см2 меди, толщиной 35мкм. Соль при подготовке раствора можно не жалеть. Так как она играет роль катализатора, то в процессе травления практически не расходуется. Перекись 3% не стоит разбавлять дополнительно т.к. при добавлении остальных ингредиентов её концентрация снижается. Чем больше будет добавлено перекиси водорода (гидроперита) тем быстрее пойдёт процесс, но не переусердствуйте - раствор не хранится, т.е. повторно не используется, а значит и гидроперит будет просто перерасходован. Избыток перекиси легко определить по обильному «пузырению» во время травления. Однако добавление лимонной кислоты и перекиси вполне допустимо, но рациональнее приготовить свежий раствор.
Очистка заготовкиПосле завершения травления и промывки платы необходимо очистить ее поверхность от защитного покрытия. Сделать это можно каким-либо органическим растворителем, например, ацетоном. Далее необходимо просверлить все отверстия. Делать это нужно остро заточенным сверлом при максимальных оборотах электродвигателя. В случае, если при нанесении защитного покрытия в центрах контактных площадок не было оставлено пустого места, необходимо предварительно наметить отверстия (сделать это можно, например, керном). После чего дефекты (бахрома) с обратной стороны платы удаляется зенкованием, а на двухсторонней печатной плате на меди - сверлом диаметром около 5 мм в ручном зажиме за один оборот сверла без приложения усилия. Следующим этапом является покрытие платы флюсом с последующим лужением. Можно использовать специальные флюсы промышленного изготовления (лучше всего смываемые водой или вообще не требующие смывания) либо просто покрыть плату слабым раствором канифоли в спирте. Лужение можно производить двумя способами: - погружением в расплав припоя - помощи паяльника и металлической оплетки, пропитанной припоем. В первом случае необходимо изготовить железную ванночку и заполнить ее небольшим количеством легкоплавкого припоя - сплава Розе или Вуда. Расплав должен быть полностью покрыт сверху слоем глицерина во избежание окисления припоя. Для нагревания ванночки можно использовать перевернутый утюг или электроплитку. Плата погружается в расплав, а затем вынимается с одновременным удалением излишков припоя ракелем из твердой резины.
ЗаключениеДумаю, данный материал поможет читателям получить представление о конструкции и изготовлению печатных плат. А тем кто начинает заниматься электроникой получить основные навыки их изготовления в домашних условиях. Для более полного ознакомления с печатными платами рекомендую почитать [Л.2]. Ее можно скачать в Интернет.
Часть 2.Печатные платы для компонентов с большим тепловыделением.
Литература
Подготовил А.Сорокин, февраль 2012
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Попасть прямо в разделы сайта можно здесь:
/Неизвестный
процессор/Охлаждение ПК/Электроника для ПК/Linux/Проекты, идеи/Полезные советы/Разное/
При полном или частичном использовании материалов ссылка на "www.electrosad.ru" обязательна. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © Sorokin A.D. |
|
2002 - 2020 год | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||